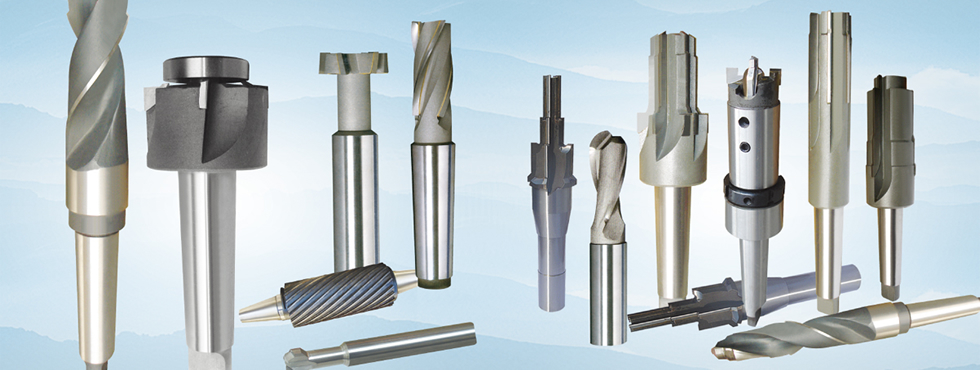
如今鑫森能为客户提供各种硬质合金车削、铣削、镗削、钻削、铣刀,铰刀,推刀,阶梯钻, 非标刀具切断切槽和螺纹铰削加工的数控刀具系列、刀片系列,并能根据客户的不同需求生产各类切削工具,成为为机械加工行业提供成套解决方案的综合性刀具产品供应商。
“少磨”首先是“不磨”,拿到钻头匆匆即磨,肯定是盲目的磨。只有在刃磨前摆放好位置,才能为下一步的“磨好”打实基础,这一步相当重要。教师在示范过程中,可根据实践中总结出来的方法和技巧用通俗易懂的口诀的形式解释和示范,学生往往听得明白、看得明白,容易掌握。示范时的动作要正确,要做好正常动作的示范、分步动作的示范、慢动作的示范,这样学生便于接受。这里运用四句口诀来指导刃磨过程。效果较好。口诀一:“刃口摆平轮面靠。”这是钻头与砂轮相对位置的第一步,往往有学生还没有把刃口摆平就靠在砂轮上开始刃磨了。这样肯定是磨不好的。这里的“刃口”是主切削刃,“摆平”是指被刃磨部分的主切削刃处于水平位置。“轮面”是指砂轮的表面。“靠”是慢慢靠拢的意思。此时钻头还不能接触砂轮。口诀二:“钻轴斜放出锋角。”这里是指钻头轴心线与砂轮表面之间的位置关系。“锋角”即顶角118°±2o的一半,约为60°这个位置很重要,直接影响钻头顶角大小及主切削刃形状和横刃斜角。要提示学生记忆常用的一块30°、60°、90°三角板中60°的角度,学生便于掌握。口诀一和口诀二都是指钻头刃磨前的相对位置,二者要统筹兼顾,不要为了摆平刃口而忽略了摆好斜角,或为了摆好斜放轴线而忽略了摆平刃口。在实际操作中往往很会出这些错误。此时钻头在位置正确的情况下准备接触砂轮
文章出自硬质合金刀具 - 镇江新锐工具有限公司 转载请注明出处:http://www.zjxrtools.com/Readnews.asp?NewsID=558
|